时间:2019-10-27 点击: 次 来源:阳光畜牧网 作者:唐开永 - 小 + 大
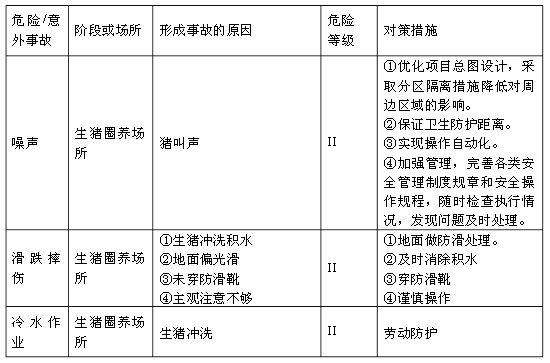
现代化的肉联厂(生猪屠宰加工厂),不但有符合卫生标准的建筑物,还要有先进的加工设备、合理的工艺流程和完善的检验措施。为确保制品质量,防止产品交叉污染,屠宰车间及分割包装车间采用单层水平布置,并严格地分为非清洁区、半清洁区和清洁区三个区域。非清洁区设有待宰、冲淋、放血、烫毛、打毛等工序;半清洁区设有胴体加工、同步检验、副产品加工等工序;清洁区设有冷却排酸、剔骨分割、包装鲜销等工序。屠宰工艺采用流水作业线作业,机械输送猪屠体和胴体,减轻劳动强度,提高工作效率,减少污染机会,保证肉品质量。采用二段冷却工艺,在-20℃环境下快速冷却约90分钟,再进入0℃冷却间冷却。剔骨分割工艺采用目前国际上流行的冷分割工艺,即胴体中心温度达到7℃后,在10℃的环境中进行剔骨分割。 表1:生猪圈养工序预先危险分析表 生猪待宰圈养工序属于辅助工序,存在噪声、滑跌摔伤和冷水作业的危险和有害因素,事故等级属II级,应在管理上给予足够的重视。 |
上一篇:某屠宰厂猪肉分割加工技术流程
下一篇:详解荣昌卤鹅技术
|
建议使用1440*900分辨率浏览